產(chǎn)品概述
product description
????
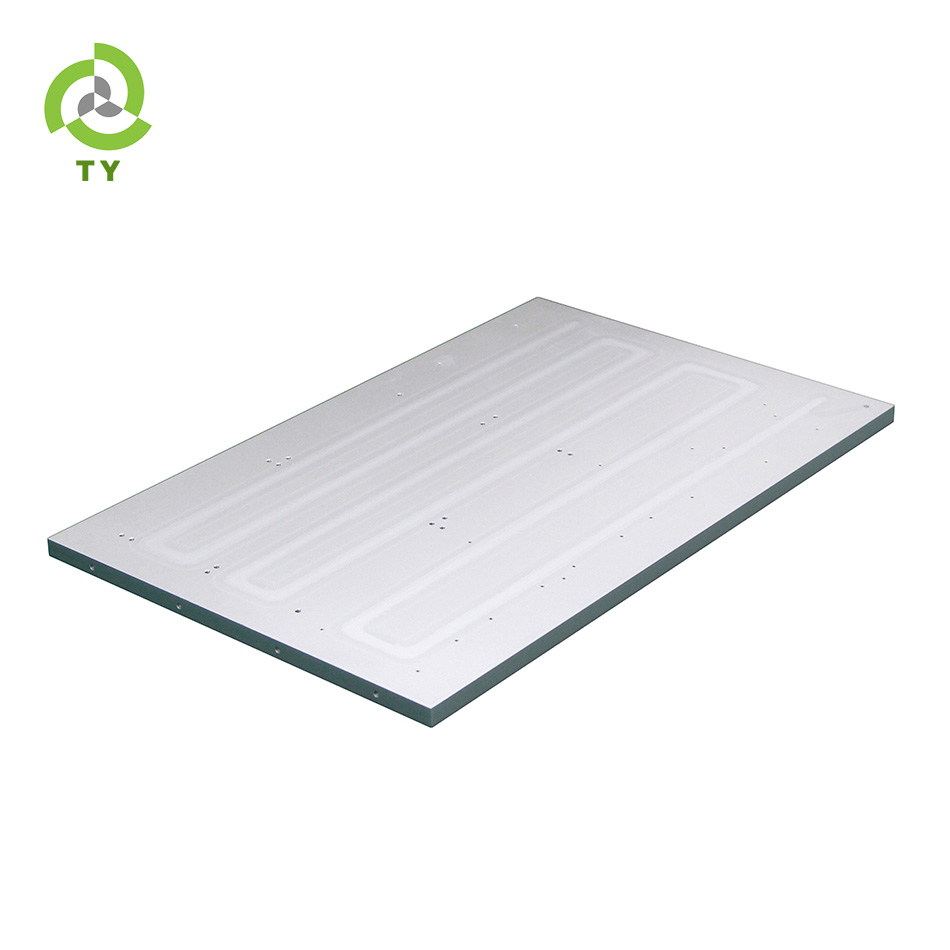
摩擦焊(攪拌摩擦焊)是指利用高速旋轉(zhuǎn)的焊具與工件摩擦產(chǎn)生的熱量使被焊材料局部塑性化��,當(dāng)焊具沿著焊接界面向前移動(dòng)時(shí)����,被塑性化的材料在焊具的轉(zhuǎn)動(dòng)摩擦力作用下由焊具的前部流向后部��,并在焊具的擠壓下形成致密的固相焊縫��。
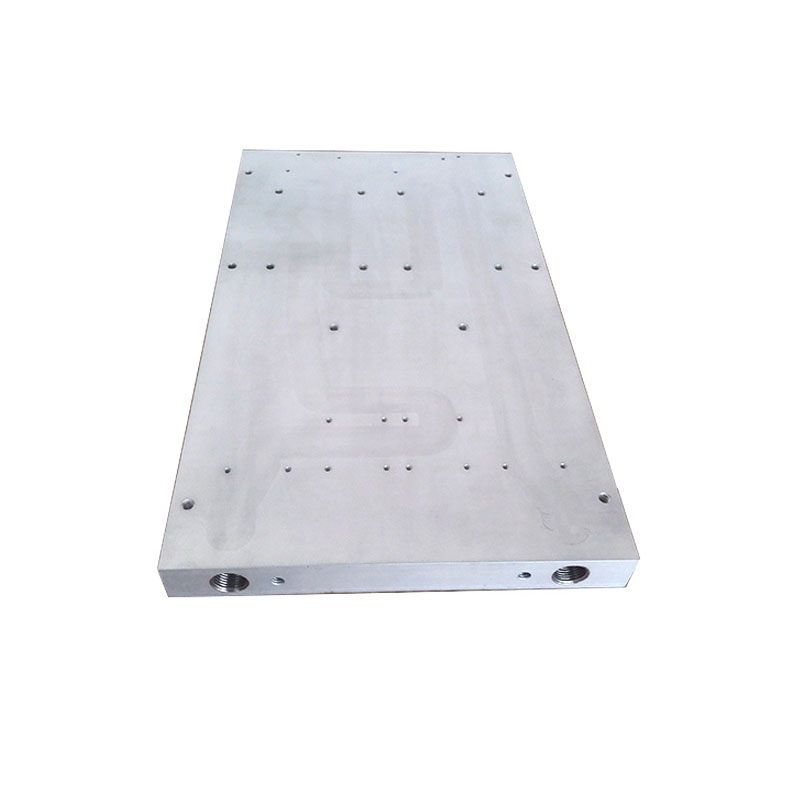
摩擦焊通常由如下四個(gè)步驟構(gòu)成:
1�、機(jī)械能轉(zhuǎn)化為熱能;
2�����、材料塑性變形��;
3��、熱塑性下的鍛壓力��;
4、分子間擴(kuò)散再結(jié)晶�。
攪拌摩擦焊的主要優(yōu)點(diǎn)如下:
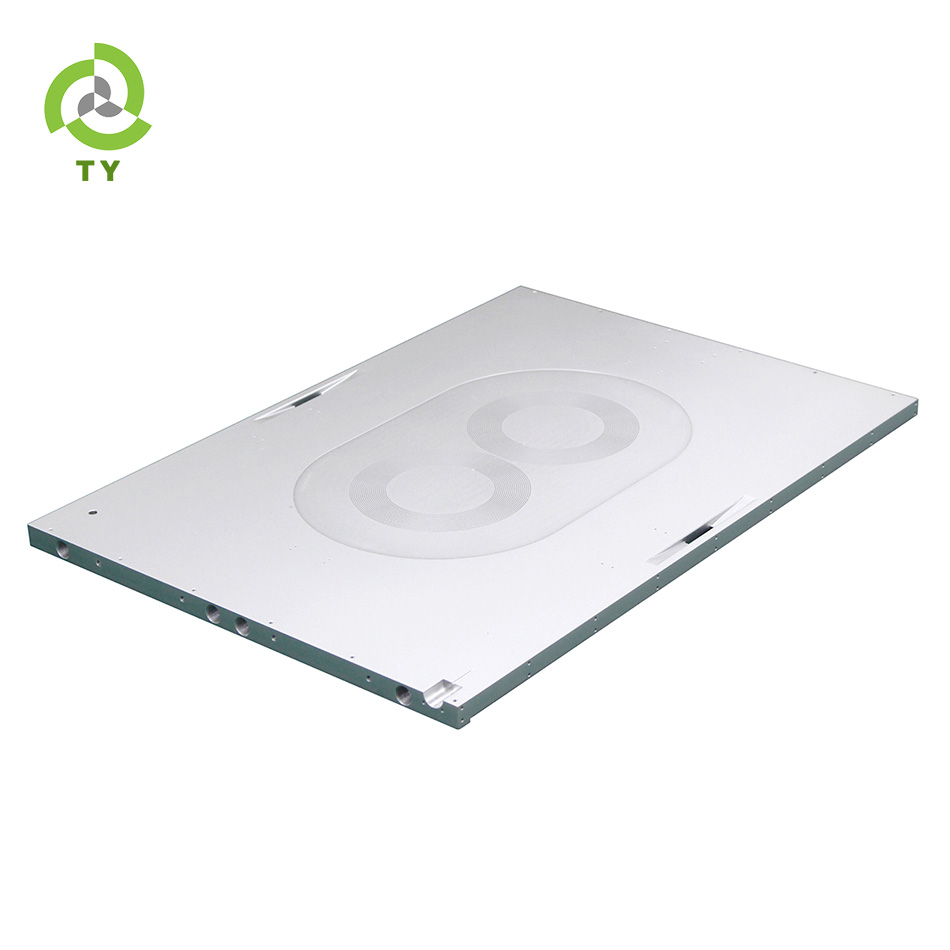
(1)焊接接頭熱影響區(qū)顯微組織變化小.殘余應(yīng)力比較低����,焊接工件不易變形;
(2)能一次完成較長(zhǎng)焊縫�、大截面、不同位置的焊接.接頭高:
(3)操作過(guò)程方便實(shí)現(xiàn)機(jī)械化��、自動(dòng)化��,設(shè)備簡(jiǎn)單����,能耗低,功效高����,對(duì)作業(yè)環(huán)境要求低:
(4)無(wú)需添加焊絲,焊鋁合金時(shí)不需焊前除氧化膜����,不需要保護(hù)氣體,成本低�;
(5)可焊熱裂紋敏感的材料,適合異種材料焊接:
(6)焊接過(guò)程安全、無(wú)污染�、無(wú)煙塵����、無(wú)輻射等。
攪拌摩擦焊相較傳統(tǒng)熔焊最大的不同點(diǎn)在于整個(gè)焊接過(guò)程中�,待焊金屬獲得能量升高達(dá)到的溫度并沒有達(dá)到其熔點(diǎn),即金屬是在熱塑性狀態(tài)下實(shí)現(xiàn)的類鍛態(tài)固相連接���。
相對(duì)傳統(tǒng)熔焊�����,摩擦焊具有焊接接頭質(zhì)量高——能達(dá)到焊縫強(qiáng)度與基體材料等強(qiáng)度���,焊接效率高、質(zhì)量穩(wěn)定��、一致性好����,可實(shí)現(xiàn)異種材料焊接等。
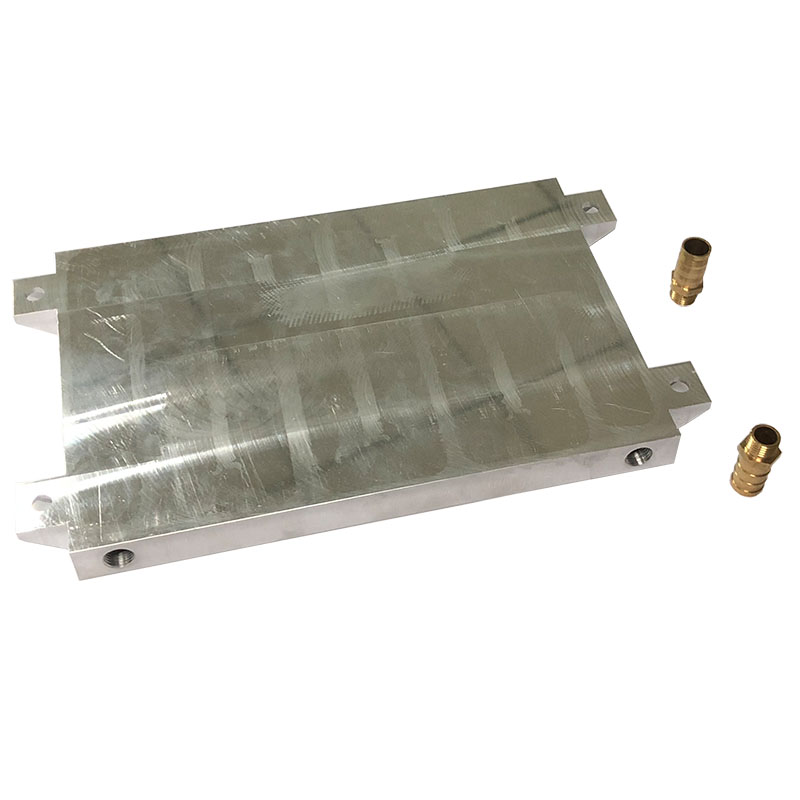
摩擦焊(攪拌摩擦焊)接以其優(yōu)質(zhì)��、高效、節(jié)能����、無(wú)污染的技術(shù)特色,在航空���、航天��、核能��、兵器����、汽車��、電力��、海洋開發(fā)�����、機(jī)械制造等新技術(shù)和傳統(tǒng)產(chǎn)業(yè)部門得到了愈來(lái)愈廣泛的應(yīng)用����。






 當(dāng)前位置:
當(dāng)前位置: